
◇◇◇━━━━━━━━━━━━━━━━━━━━━━◇
◇◇ 若手が学ぶ!FRPカジの技術レポート徹底解説 ◇◇
◇━━━━━━━━━━━━━━━━━━━━━━━━◇◇◇
2026年7月15日
第9回:ENG-REPORT-003(Part 3)「手作業による穴あけ加工精度測定結果」~得られたデータから見えた課題と応用可能性~
<目次> ─────────────
・前回(Part 2)のおさらい
・結果・考察
・まとめ
・次の技術レポート予告
<前回(Part 2)のおさらい> ─────────────
こんにちは。FRPカジR&Dセンター 入社3年目の山北 桜子です。
前回(Part 2)では、
Hole sample A(ディスクグラインダー加工)とHole sample B(ホールソー加工)を用意し、
CMM(三次元測定機:形状を座標で測る装置)で評価するために、
基準面や基準方向を決めて測定する流れを整理しました。
今回はその続きで、いよいよ結果と、私なりの読み取り(考察)です。
技術資料はこちら
・「手作業による穴あけ加工精度測定結果」技術資料_ENG-REPORT-003 rev.1
<結果・考察> ─────────────
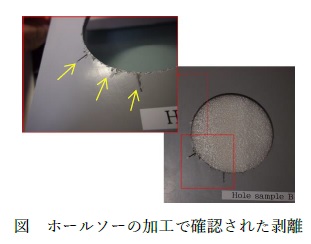
1)加工後の外観で見えた違い
レポートでは、一般的な丸穴加工方法であるホールソーで加工した Hole sample B では、
表層(最外層)に剥離が見られた一方、ディスクグラインダーで加工した Hole sample A では
目立った損傷は見られなかったと記載されています。
図がないと少し伝わりにくいのですが、
イメージとしては、Hole sample A は穴の縁が比較的すっきりしているのに対し、
Hole sample B は穴の縁にささくれたような剥離が複数見られる状態です。
私はこの記述を読んで、「精度」だけでなく、
加工で材料を傷めていないかも重要な評価ポイントなんだと感じました。
穴が狙い通りの形や位置に加工できていても、穴の縁に剥離が出てしまうと、
そのまま製品の品質に影響する可能性があります。
つまり、穴あけ加工では「寸法精度」と 「加工面の状態」の両方を見る必要があるのだと理解しました。
2)真円度(穴の真ん丸さ)
真円度(しんえんど:円がどれだけ真ん丸に近いか)は、
Hole sample A が 0.6810mm、
Hole sample B が 0.2239mmで、
ホールソーで加工した方が優れた真円度を示すことが明らかになった、と書かれています。
ここでいう真円度は、数値が小さいほど「より真ん丸に近い」と考えます。
今回の結果では、Hole sample B の方が数値が小さいため、
真ん丸という点ではホールソー加工の方が良好だった、ということになります。
やはりと言うべきでしょうか、ホールソーの方が手作業よりも「丸さ」を出しやすい、
という結果がはっきりと数値化されました。
3)穴あけ位置(中心位置)の精度
穴あけ位置(狙った中心位置)は、
狙い値100mmに対して、
Hole sample A:X軸から 100.374mm、Y軸から 100.562mm
Hole sample B:X軸から 100.015mm、Y軸から 100.330mm
と記載されています。
これも図がないと分かりにくいのですが、
考え方としては、板の端面を基準にして、
穴の中心が X方向・Y方向それぞれ100mmの十字の基準位置からどれだけずれているかを見ています。
真円度と穴あけ位置(中心位置)が別々に数値で出ていると、
図面や検査で「どこまでOKか」を決めるときに考え方がはっきりとしてきます。
たとえば穴の精度を一言で「良い/悪い」とせずに、
「穴の丸さは 真円度○mm以下ならOK」
「穴の位置は 中心のズレ○mm以下ならOK」
のように、「丸さ」と「位置」を分けて許容を決めることができます。
私はこの書き方を見て、
「穴の精度」を判断するときの見方が具体的になったと感じました。
4)プロファイル測定(輪郭形状:測定した輪郭を線として表し、形のクセを見える化したもの)
レポートでは、穴の直径についても結果が示されています。
狙い値 115mm に対して、
Hole sample A:112.521mm
Hole sample B:115.271mm
と記載されています。
私はここを読んで、直径のズレだけでなく「形のクセ」も、
実務では次の判断につながる材料になると感じました。
Hole sample A は狙い値より約2.5mm小さく、
Hole sample B は狙い値にかなり近い結果です。
この点からも、ホールソー加工は丸穴の寸法を狙いやすい一方で、
外観では剥離が見られるという別の課題があることが分かります。
また、プロファイルについて、Hole sample A は三角形のような形状、
Hole sample B は左下方向に径が広がる傾向があったと記載されています。
ここも画像がないと想像しにくいのですが、
プロファイルを見ることで、単に「穴径が何mmか」だけでなく、
穴の輪郭がどの方向に崩れているのかまで確認できます。
私はここを読んで、直径のズレだけでなく「形のクセ」も、
実務では次の判断につながる材料になると感じました。
<まとめ> ─────────────
ENG-REPORT-003を読み終えて、
私が一番大事だと感じたのは、
穴あけ加工の「良し悪し」は1つの尺度では決まらないということです。
レポートでは、ホールソー加工(Hole sample B)は、
真円度・中心位置・直径などの寸法精度の面で優れた結果が示されています。
一方で、表層には剥離が見られたとも記載されています。
逆に、当社のディスクグラインダー加工(Hole sample A)は、
真円度や中心位置、直径には一定のズレがあるものの、
外観上は目立った損傷が見られなかったとされています。
電動工具を使った手作業でここまでの数値を出せるなんて、
改めて職人さんの技術に感服しました。
「手作業」と聞くと感覚的に思えますが、
こうして数値で見ると、その技術のすごさがより伝わってきます。
また、レポート内では当社加工の精度レンジが数値で整理されており、
「どの程度の精度が期待できるか」を説明できる状態になっています。
私自身、このレポートを通じて「穴あけ精度」を、
・丸さ(真円度)
・位置(中心位置)
・直径の狙いに対するズレ
・輪郭のクセ(プロファイル)
・表面損傷(剥離)の有無
に分けて見られるようになりました。
こうして項目を分けて数値で並べると、
図面や検査で「どこまでOKか」を決めるときに、
丸さの許容と位置の許容を別々に置くなど、考え方が具体的になります。
つまりこのレポートを通じて、加工方法を「なんとなく」で選ぶのではなく、
用途に合わせ、根拠を持って選ぶことが大事だと理解しました。
<次回予告> ─────────────
次回からは ENG-REPORT-004
「3次元形状を有するFRP製品の手仕上げ後の表面粗さ測定結果」
を取り上げます。
各種技術レポートはR&Dサイトの一覧からご確認いただけます:
